In the era of Digital Transformation and Industry 4.0, power continuity is no longer a luxury—it is a critical requirement. An Automatic Transfer Switch (ATS), specifically the panel-mounted variety, serves as the intelligent bridge between primary power sources and backup systems (such as generators or secondary utility feeds). As a leading OEM Panel Mounted ATS Switch Supplier, we recognize that the "Panel Mounted" design is pivotal for optimizing space in compact electrical rooms, data centers, and industrial control cabinets.
Information Gain: Traditional ATS units were bulky and difficult to integrate into existing distribution boards. Modern panel-mounted solutions offer modularity, allowing for seamless integration into 19-inch racks or specialized industrial panels. This shift reduces installation time by 40% and enhances heat dissipation efficiency through localized airflow management within the enclosure.
Located in the Economic Development Zone of Yueqing City, Zhejiang Province—the electrical capital of China—our factory leverages a mature industrial ecosystem to provide competitive pricing without compromising quality.
With 20 professional and technical personnel and over 180 units of advanced production and testing equipment, we specialize in high-voltage and low-voltage electrical research, ensuring every switch meets international safety standards.
Utilizing SPC (Statistical Process Control) tools, we implement a traceability system for the entire production process—from raw material accessories to final parameters—ensuring E-E-A-T reliability for every global client.
Tailored electrical protection for high-stakes environments.

Our intelligent molded case protection effectively solves frequent tripping during motor start-ups. In the event of a power line failure, our ATS quickly switches to backup power to ensure stable and continuous operation of pump units.
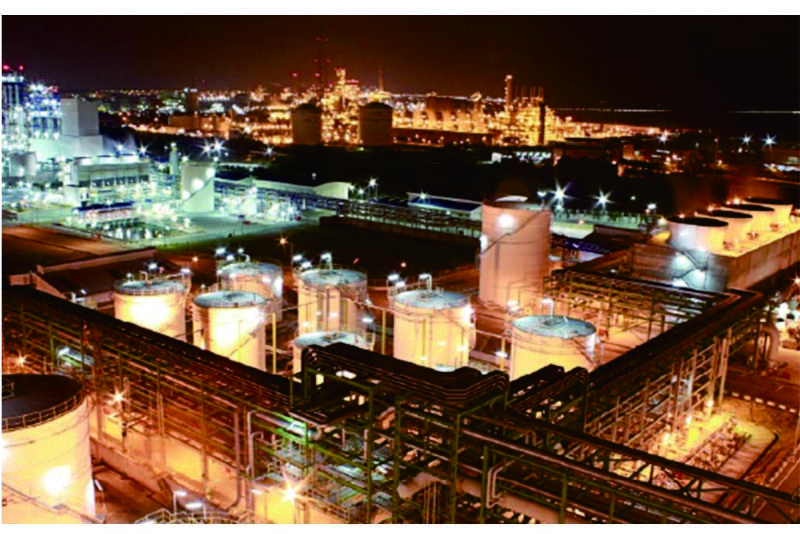
Handling large loads in harsh environments, we provide comprehensive distribution solutions. Our switches ensure high reliability for refining and oilfield enterprises, transitioning operations from scale growth to efficiency and quality.

As China leads the world in new installed PV capacity, our ATS and circuit breakers reduce system losses and costs in large-scale power plants and intelligent microgrids, maximizing power generation efficiency.
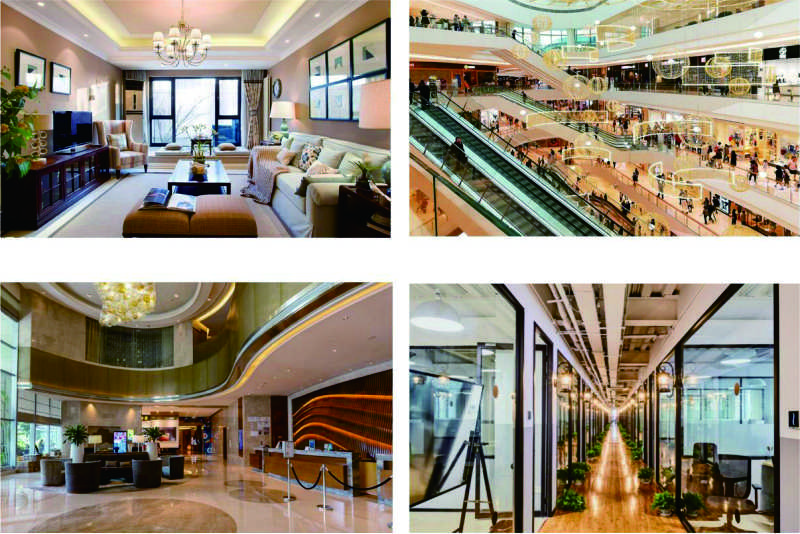
Compliance with EU ROHS environmental certification ensures our products are safe for hotel systems. We provide a full range of ACB, MCCB, and ATS products that support eco-friendly and intelligent building management.
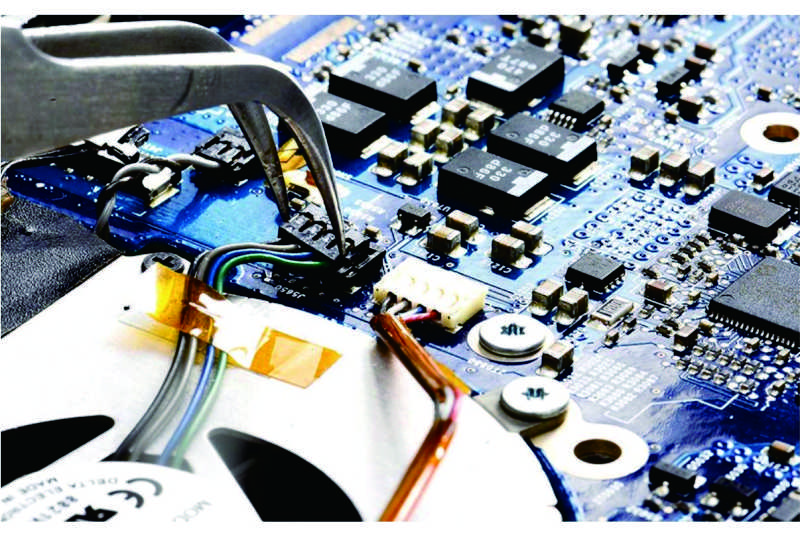
Preventing voltage fluctuations and electrostatic discharge is vital for electronic manufacturing. Our solutions provide a scientific monitoring system that significantly reduces the probability of electrical accidents.

Supporting the 14th Five-Year Plan for green development, our electronic plastic shell circuit breakers allow real-time monitoring via PC/mobile, making energy management more intelligent and convenient.
The next generation of Panel Mounted ATS Switches is moving beyond simple mechanical switching. We are seeing a trend toward IoT-enabled units that provide real-time data on power quality, switching frequency, and contact wear. This allows for predictive maintenance, moving from "fail and fix" to "predict and prevent."
For data centers and medical facilities, every millisecond counts. Current industry leaders are pushing switching speeds below 50ms, ensuring that even the most sensitive UPS systems can maintain a continuous load without interruption. Our R&D team is focused on optimizing electromagnetic actuators to hit these ultra-fast benchmarks.
Global procurement needs are shifting towards "green" electronics. Being a responsible OEM factory, we have eliminated harmful substances like lead and mercury from our production lines, meeting strict EU ROHS standards. This not only protects the environment but also simplifies the import process for our European and American partners.






Panel-mounted ATS switches are designed for integration into standard distribution boards and control cabinets. They save significant floor space, offer better protection against environmental factors when enclosed, and allow for centralized monitoring alongside other circuit breakers and power meters.
We operate a 12,000 m² facility with 180+ testing units. Every product undergoes strict inspection at three stages: incoming materials, in-process production using SPC tools, and final finished product testing. We also maintain a full traceability system for all critical parameters.
Yes. With 20 dedicated technical personnel, we specialize in tailoring electrical parameters, casing designs, and communication protocols (like RS485 or Modbus) to meet the unique requirements of petrochemical, water treatment, and data center applications.
Our products and systems are certified under various international standards, including ISO Quality Management Systems, and we hold numerous patent certificates and honor certificates for our innovation in low-voltage electrical appliances.















